Laser tube cutting machines are mainly used to cut long materials such as plates and tubes, and have higher requirements on equipment, process parameters, operating details, etc. This paper analyzes the working principle, technical characteristics, auxiliary gas, cutting power, parameter call, cutting method and influencing factors of laser tube cutting machines during use, and summarizes a relatively complete set of process parameter adjustment methods, aiming to provide certain reference and reference for technicians in related fields to use the equipment more safely and conveniently.
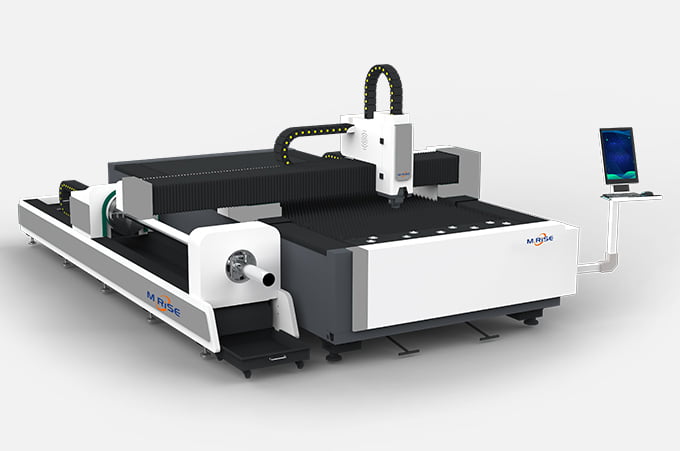
Laser cutting is the most widely used processing method in laser processing of materials. It uses high-energy laser beams to cut metal pipes quickly and accurately. The high-energy laser beam is irradiated on the surface of the metal pipe to cut the metal pipe into parts of the required shape and size. Compared with traditional cutting methods, laser pipe cutting machines have the advantages of high precision, high efficiency, low energy consumption, low pollution, simple operation and easy maintenance. They are widely used in the field of metal pipe processing and manufacturing. This article takes the fiber laser pipe cutting machine as an example for analysis. The pipe cutting machine adopts a medium-power fiber laser generator, equipped with transmission mechanisms such as precision linear guides, and is assembled through a control system. It is a high-precision laser product integrating laser cutting, precision machinery, and CNC technology. It is mainly used for cutting round pipes, square pipes, and rectangular pipes made of ordinary carbon steel, stainless steel and other materials.
1 Factors affecting the cutting quality of laser tube cutting machines
1.1 The impact of cutting speed on workpieces
The cutting speed refers to the basic speed value when setting the cutting process. It is generally consistent with the speed set by the nesting software. Under the condition that the cutting quality allows, the cutting speed can be adjusted in a small range. Cutting speed that is too fast may result in failure to cut, sparks flying, and some areas can be cut while others cannot.
The cut section is also relatively rough, showing oblique lines, and the lower part is prone to produce melt stains. Too slow cutting speed may cause the cut plate to be over-melted, and the cut section is also rough, resulting in a corresponding widening of the kerf, causing the entire area to melt at smaller rounded or sharp corners, and low cutting efficiency. The selected speed is determined by the cut section of the workpiece, and the cutting speed is determined by the state of the sparks sprayed at the cutting nozzle: when the sparks are cylindrical or slightly scattered at the end, it indicates that the adjusted cutting speed is more appropriate; the sparks have obvious back drag, indicating that the cutting speed is too fast; the sparks have obvious clustering, indicating that the cutting speed is too slow.
1.2 The influence of cutting power on the workpiece The power of the equipment is the maximum power set during the cutting process. When cutting, the laser will call the power of the corresponding profile type and thickness from the nesting system. If the laser power is too low, it will not be able to cut; if the laser power is too high, the entire cut surface will melt and the kerf will be too large; if the laser power is insufficient, cutting slag will be generated, and tumors will also be generated on the cut section. Therefore, proper laser power setting combined with proper cutting gas and pressure can ensure good cutting quality.
1.3 Effect of pulses on workpieces
The pulse frequency reflects the ability of the laser to produce a number of pulses within 1 second. As with welding machines, laser pulses also have a duty cycle, which refers to the ratio of pulse duration to pulse period. When the laser pulse conditions change, the amount of laser light that passes through the processed material and reaches the bottom surface will also change accordingly without participating in laser cutting. The lower the frequency, the more energy that passes directly without participating in processing, the lower the ratio of energy used by the processed material, and the less heat input during processing.
After reducing the frequency, the energy of a single pulse is increased, the processing volume of a single pulse is increased, and the processing capacity in the thickness direction of the plate is enhanced. Due to the extended stop time, the cooling capacity to suppress overburning or melting loss is enhanced.
However, the extension of the processing time and stop time of a single pulse will widen the melting range around the beam irradiation position and worsen the roughness of the cut surface. When the frequency is increased, the processing capacity and cooling capacity of each pulse in the thickness direction of the plate will decrease, and the ability to suppress overburning or melting loss will also decrease accordingly. Pulse perforation uses a high peak power, low duty cycle pulse laser to irradiate the plate to be cut, so that a small amount of material is melted or vaporized, and is discharged from the perforated hole under the combined effect of continuous striking and auxiliary gas, and gradually penetrates the plate. After the laser beam is irradiated on the workpiece, it heats the surface of the material, and as the heating gradually penetrates, it plays a role of perforation. The perforation process is not completed once, but is carried out repeatedly and gradually until penetration. By controlling the pulse frequency and pulse duty cycle, the laser can achieve functions such as metal surface marking and marking. Since the laser cannot penetrate the metal surface, the metal slag and auxiliary gas are reflected upward, and perforation and marking are more likely to damage the protective mirror.
1.4 Effect of focal length on workpieces
Focal length refers to the distance between the lens and the focus after the laser adjusts the focusing lens to converge the beam energy focus to one point. According to the focus offset, the focal length is divided into zero focal length, negative focal length and positive focal length. Zero focal length means that the laser focus is just on the surface of the cutting workpiece, which is suitable for thin plates (workpiece materials with a thickness of less than 6 mm). At this time, the cutting quality of the upper surface of the workpiece is smooth. Negative focal length means that the laser focus is below the surface of the cutting workpiece, which is used to cut stainless steel, medium and thick plates and other materials. More heat is involved in cutting, and the heat zone area is relatively wide. At this time, the slit is wider, and the upper and lower sides of the slit are smoother, and more auxiliary gas is required to pass through the slit.
Positive focal length means that the laser focus is above the surface of the cutting workpiece, which is generally used for thick plates. It needs to be combined with pulses and auxiliary gases to penetrate the plate once, twice, or even multiple times to break through. At this time, the cross section of the steel part is generally rough, and the color of the slit is dark.
1.5 The influence of auxiliary gas on the workpiece
Auxiliary gas can play a role in combustion and heat dissipation, and can blow away the molten stains produced by cutting in time, prevent the cutting molten stains from rebounding upward into the nozzle, and protect the lens from contamination. When the pressure of the cutting gas is insufficient, it will cause molten stains to be produced by cutting; when the pressure of the cutting gas is too high, due to the excessive airflow, the cutting surface is rough and the cutting seam is wide, and it will also cause the cut section to partially melt, and it is impossible to form a good cutting section. Considering the quality of the workpiece and the cost-effectiveness of the product, air and oxygen are generally used in laser processing, and nitrogen is rarely used. Air is generally used in thin plates, and its main function is to blow slag and cool. Oxygen is generally used in medium and thick plates, one is to play the role of blowing slag, and the other is to participate in combustion during laser perforation and cutting. In the combustion reaction process of oxygen and steel plate, although the time is short, it will cause the cutting section of oxygen to be relatively rough when cutting thick plates. Nitrogen is generally used to cut stainless steel materials, which can ensure that the cutting section is smooth and bright.
1.6 Effect of nozzle and protective lens on workpiece

The main function of the nozzle is to prevent debris such as cutting molten stains from rebounding upwards and entering the cutting head. The nozzle can change the effect of cutting gas ejection and control the area and size of gas diffusion. The shape of the nozzle and the jet flow effect will directly affect the cutting quality. When the center of the nozzle is not coaxial with the center of the laser, it will also affect the quality of the cutting section. When the cutting gas is ejected, it will cause uneven gas volume, which may easily cause the cutting section to have molten stains on one side but not on the other side or inconsistent quality around the part section, resulting in failure to cut normally. When cutting workpieces with sharp corners or small angles, it is easy to cause local over-melting, and it is even more impossible to cut thick plates. When poor cutting is caused by nozzle quality problems, the nozzle should be replaced in time. Once the quality of the cutting seam is found to change suddenly, gradually or the cutting seam is rough, the nozzle and protective lens should be checked for damage. Due to the scattering of laser light focus, the welding gun protective cover absorbs the scattered heat source. Long-term use will cause the protective cover to be deformed by heat, resulting in the deviation of the welding gun laser center line. Dirty lenses will cause the laser transmission process to be blocked, reducing the energy density transmitted to the material surface, affecting the cutting effect, making it impossible to cut the material, and in severe cases damaging the cutting head. When replacing the protective lens, especially the focusing lens, it must be done in a dust-free environment. Oxygen cutting carbon steel cannot be cut through, and the influencing factors include too low power, too fast speed, lens contamination, processing gas errors, etc. The burrs on the bottom are similar to slag, and the influencing factors are generally too fast speed, too low air pressure, too high focus, impure gas, etc. There are irregular burrs on both sides of the bottom, causing the surface of the thick plate to change color, and the influencing factors include too slow speed, too high focus, too low air pressure, too hot material, etc.
2 Laser tube cutting machine process parameter setting call
2.1 Calling parameters for materials with varying wall thickness
The laser tube cutting machine nesting software has mature parameter call requirements for materials with central symmetry, thin walls and uniform wall thickness. For materials such as angle steel and channel steel, since the material itself has obvious corners and the wall thickness at the corners is generally much thicker than the wall thickness at other places, taking 63 angle steel as an example, the wall thickness of the two wings is 6 mm, the right angle r=6 mm, and the thickest reaches 10 mm. At this time, the cutting can call the nesting software parameters, but the parameters are based on the thickest wall thickness by default. At this time, the power and air pressure will be called to the upper limit parameters. Based on the nesting software, when re-adjusting the cutting process, there are currently two relatively mature solutions: (1) Cutting calls the two-wing parameters (δ=6 mm). After the single-side cutting is completed, the angle steel is set to rotate 90°, and the cutting head cuts the other side and cuts from both ends to the middle, using broken arc cutting; (2) The cutting head starts cutting from the angle steel on one side, calls the two-wing parameters, and the chuck starts to rotate when the workpiece is cut to the corner. The parameters are adjusted to the thickest wall thickness parameters (δ=10 mm). When the corner cutting is completed and the transition to single-side cutting is completed, the parameters need to be re-called for the two-wing parameters [7]. Both solutions have advantages in energy saving and consumption reduction for the parameters provided by the nesting software, and each has its own advantages and disadvantages. Among them, the first solution is suitable for thin-walled materials, and there are relative fracture marks at the joint of the cutting seam; the second solution requires frequent parameter changes. When the rotation power is too high and the program R angle is different from the actual R angle of the pipe, it is very easy to cause material overburning. The parameters must be continuously adjusted according to the different equipment performance.
2.2 Cutting method of non-center-symmetric materials
Since materials such as pipes and square pipes have multiple axes of symmetry, the end faces belong to center-symmetric materials. The center of this material is generally consistent with the center of the two chucks of the equipment. The equipment will not be eccentric during the rotation cutting process. The cutting head simply moves or does not move on the Z axis, and the cutting process is relatively simple. When the pipe cutting machine cuts angle steel and channel steel, the material center is displaced from the center of the equipment, and the material will also generate centrifugal force when it is rotated and cut on the pipe cutting machine. Therefore, the workpiece can only be cut within the chuck constraint range. For long materials, the material within the two chucks has no degree of freedom, and there are 4 degrees of freedom for the finished product processing end. When the equipment rotates, it is very easy to be thrown away by centrifugation, causing accidents. If the workpiece is too long, it will also cause the workpiece to be deflected and deformed due to its own weight, reducing the processing accuracy of the workpiece. To improve this situation, it is necessary to add a constraint-diameter reducer support for the finished product at the tail, and appropriately slow down the rotation speed of the equipment to meet the processing needs of long materials. There is a constraint at the end to prevent the workpiece from being thrown away. For different materials, according to the different eccentric distances during rotation, the reducer wheels with different radii should be replaced in time to meet the workpiece processing requirements.
3 Conclusion
As a high-precision and high-efficiency cutting equipment, laser tube cutting machine has broad application prospects. This paper studies the working principle, technical characteristics, auxiliary gas, cutting power, parameter call, cutting method and influencing factors of laser tube cutting machine during use, and also analyzes various types of material cutting methods, in order to improve the operation level and equipment control ability of laser tube cutting machine, so that it can better play its cutting advantages.