In modern industrial manufacturing, fiber laser systems have become a pivotal force in reshaping industrial processes due to their exceptional cutting and welding capabilities. This advanced technology, which uses optical fibers to transmit focused light, enables high-precision and high-efficiency production operations. However, to fully harness the potential of fiber laser systems, not only the system’s performance but also the quality of the air environment and the choice of auxiliary gases during operation play decisive roles.
I. The Multidimensional Impact of Clean, Cool, and Dry Air on Fiber Laser Systems
(1) Protection of Core Laser Components
During high-intensity operation, laser systems generate significant heat. Just as a high-speed engine requires efficient cooling, cool air is essential for maintaining stable performance. In high-temperature environments without adequate cooling, the intricate optical and electronic components inside the laser may suffer rapid performance degradation or even failure. Additionally, clean air is critical for protecting optical components such as mirrors and lenses. Dust and impurities adhering to these components can absorb laser energy, causing localized overheating, deteriorating beam quality, and potentially irreparable damage to optical elements, ultimately reducing output power and stability.
(2) Stability of the Optical Path System
Cool air stabilizes the refractive index within the optical path. Temperature fluctuations during laser beam transmission can cause refractive index variations, leading to beam refraction and scattering. A stable, cool air environment ensures precise beam delivery to the target, significantly improving processing accuracy. Meanwhile, clean air prevents pollutants like dust from entering the optical path, minimizing energy loss caused by scattering or absorption, and maintaining optimal beam quality.
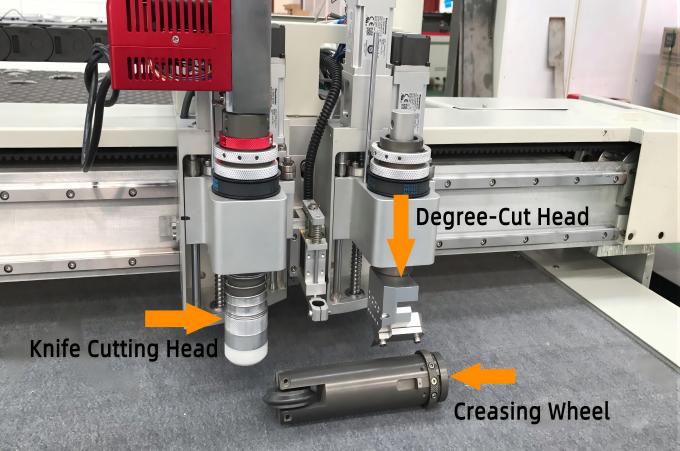
(3) Enhanced Efficiency of Cutting Heads and Auxiliary Systems
Clean air acts as a robust shield against wear and corrosion for internal components of the cutting head. Dust and contaminants can accelerate component wear, shortening the cutting head’s lifespan. During laser cutting, clean air serves as an auxiliary gas, effectively blowing away molten slag and fumes. Additionally, cool air cools the cutting zone, reducing the heat-affected zone and preventing material distortion, thereby enhancing cutting quality and efficiency.
(4) Reliable Support for Electrical Systems
Cool air ensures electrical components operate in a cool environment, reducing risks of overheating-related failures such as short circuits or burnouts. Clean air prevents dust accumulation on electrical components, eliminating conductive dust-induced accidents. Moreover, a clean air environment mitigates humidity corrosion, prevents moisture-related rust, and improves electrical insulation and stability, laying a solid foundation for continuous machine operation.
II. Key Considerations for Selecting Compressed Air Systems for Fiber Laser Applications
(1) Precise Matching of Technical Parameters
Displacement Volume: During laser cutting, high gas flow demands are critical. Select compressors with sufficient displacement to ensure a steady air supply. For example, a 1 kW laser cutter requires a 7.5 kW or 11 kW screw compressor with a displacement exceeding 0.6 m³/min, while a 1.5 kW cutter demands a 11 kW or 15 kW unit.
Pressure: Stable pressure output is crucial. Fiber lasers typically operate at 1.0–1.6 MPa. Higher pressure (e.g., 16 bar/1.6 MPa) may be used for thicker materials, but insufficient laser power renders higher pressure ineffective.
Power: Compressor power must align with the laser’s requirements. Underpowered units compromise quality, while excessive power wastes energy. For instance, a <1.5 kW laser pairs well with an 11 kW compressor, and a <3 kW laser with a 15 kW unit, balancing performance and efficiency.
Noise: Keep noise below 80 dB to avoid operator distraction and equipment interference.
Rotational Speed: Stable rotation ensures consistent pressure. Larger air tanks enhance long-term supply stability.
(2) Rigorous Performance Evaluation
Air Quality: Compressed air must be dry, clean, and oil-free. Moisture or oil in the air can contaminate the cutting head’s protective lens, scattering the laser beam, dispersing focus, and causing cutting failures.
Energy Consumption: Opt for energy-efficient compressors to reduce operational costs over time.
Startup Mode: Choose between manual or automatic startup based on production needs.
Fault Protection: Advanced safety features (e.g., overheat protection, auto-shutdown) prevent damage and accidents.
Conclusion
In fiber laser systems, clean, cool, and dry air, coupled with a well-matched compressed air system, profoundly impacts equipment performance, processing quality, and productivity.
A thorough understanding and strategic selection of these elements will maximize the potential of fiber laser systems, driving continuous advancement in industrial manufacturing.